一、机组概况
辛烯醛加氢机组为沈鼓集团提供,该机组由电动机通过增速箱拖动压缩机。机组总貌图如图1:

图1 辛烯醛加氢机组总貌图
机组设计技术参数详见表1:

表1 机组设计参数表
二、故障现象
机组在8月12日的开机试运行及其运行过程中,振动明显比8月10日停机前振动大,压缩机非驱动端振动从开始的13um增大至35um;虽然没有达到机组设定的报警值,但是在SG8000系统中已触发偏差报警。
三、分析过程
图2为8月11日开机前压缩机振动通频值趋势图,图3和图4是压缩机非联端波形频谱图。从上述图谱可以看出,压缩机前后4个测点的数据稳定正常,频谱成分主要集中在1X,且幅值相对较小。
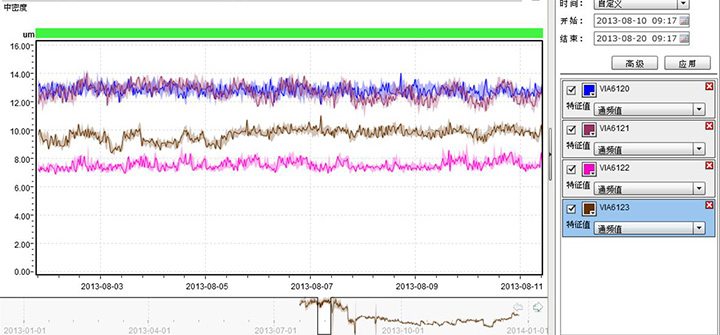
图2 压缩机通频值趋势图
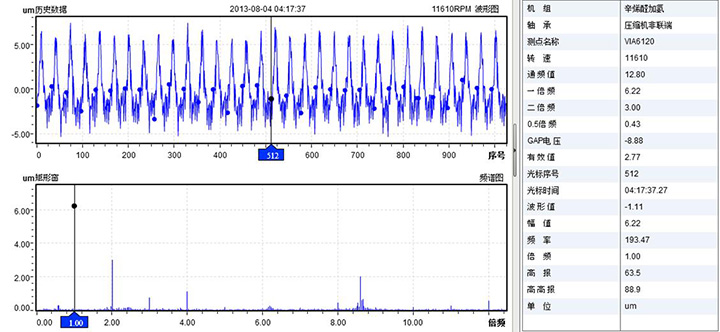
图3 压缩机非联端波形频谱图
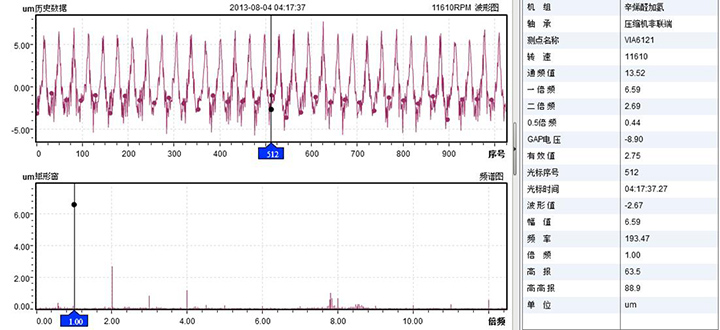
图4压缩机非联端波形频谱图
图5~图8是8月12日机组再次开机后的振动数据,压缩机非联端通频值对比历史数据有了明显上升,能量变化主要体现在0.5X。

图5 压缩机通频值趋势

图6 压缩机非联端波形频谱图
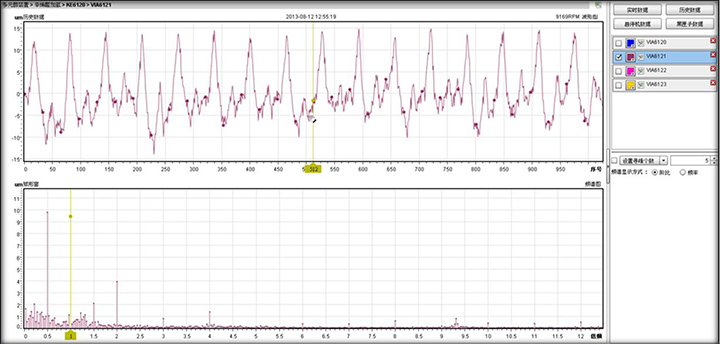
图7 压缩机非联端波形频谱图
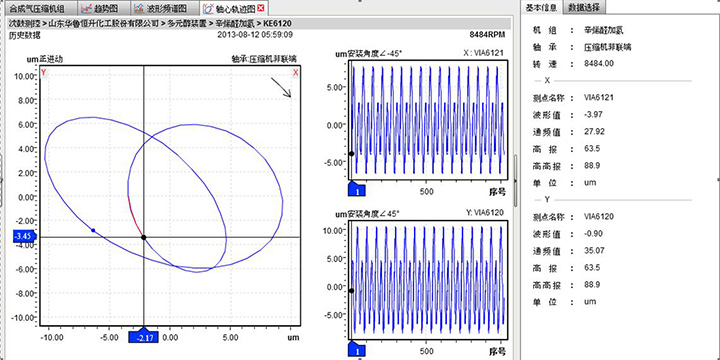
图8 压缩机非联端轴心轨迹图
四、结论
通过向该时段运行人员了解发现,8月12日德州突降暴雨,造成环境温度的突然下降,造成润滑油低于指标运行,润滑油进口温度由41度降低至36度(该润滑油的运行指标为38~45度)。结合相关图谱判断该机组压缩机因润滑油温度偏低导致轴承油膜状态恶化,引起振动增大,建议用户调整润滑油相关工艺参数,恢复到设计值。
五、处理过程
用户调整调节阀门,让润滑油缓慢恢复到运行指标内,经过一段时间的运行,机组振动缓慢回落(见图9),为了避免该事件的再次发生,同时计划将此调节阀改造为电动控制。
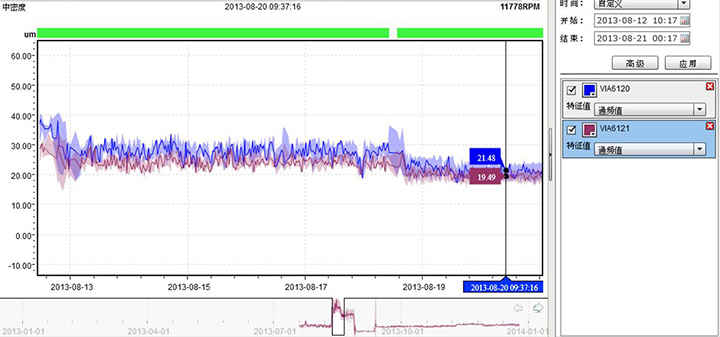
图9 压缩机非联端通频值趋势图
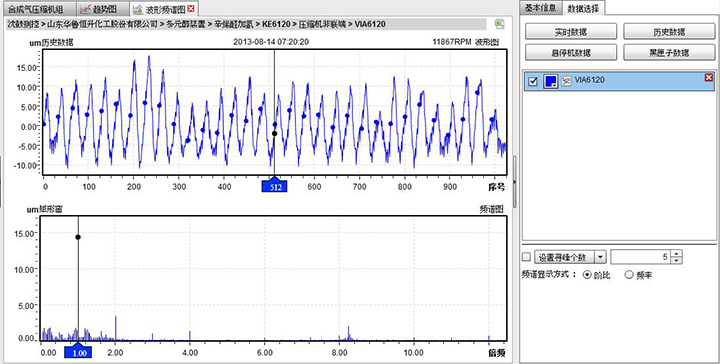
图10 VIA6120测点波形频谱图(0.5X频率振动消失)
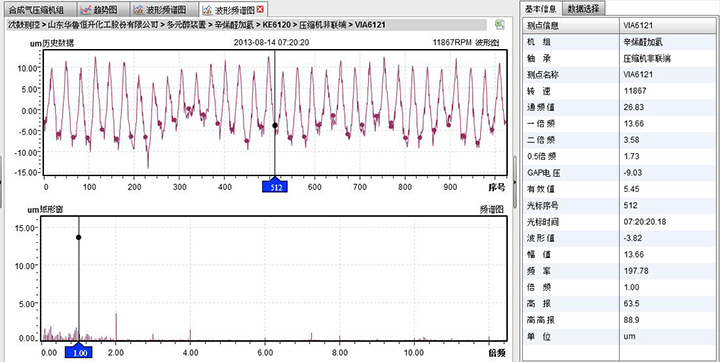
图11 VIA6121测点波形频谱图(0.5X频率振动消失)
审核:奚成春
附件下载
