一、 设备概述
CO2压缩机组结构与测点布置情况见图1: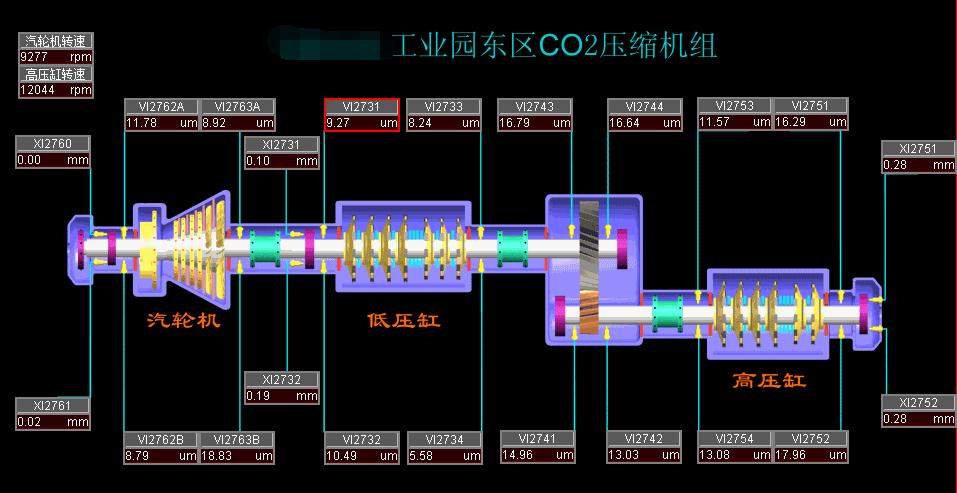
图1 机组结构与测点布置
CO2压缩机组的主要参数如表1所示:

表1 机组主要运行参数
二、 故障现象
2016年8月20日-9月8日,机组停机进行定期大修,大修前机组运行总体趋势较平稳,低压缸振动低于20μm;大修后于9月9日首次开车,低压缸振动异常,振动幅值最高达到130μm(报警63.5μm 、联锁88.9μm),无法达到机组额定运行转速。
图2 低压缸大修后开车通频趋势
三、 故障分析
大修后9月9日-9月10日期间,共进行了三次启停机,低压缸均振动异常,振动幅值较高,超过联锁值,以下通过图谱分析机组的运行状态。1) 图3为低压缸轴振探头的间隙电压趋势,趋势平稳无过大波动,数值在设计线性范围内(10 V±3V),说明振动值可信。

图3 探头的间隙电压趋势
2) 图4为低压缸轴振动的通频趋势细化图,低压缸振动异常的变化呈两个阶段发展。第一阶段:机组在稳定转速运行过程中,振动大幅度增长至130μm;第二阶段:机组在强迫停机过程中,振动小幅波动后回落。
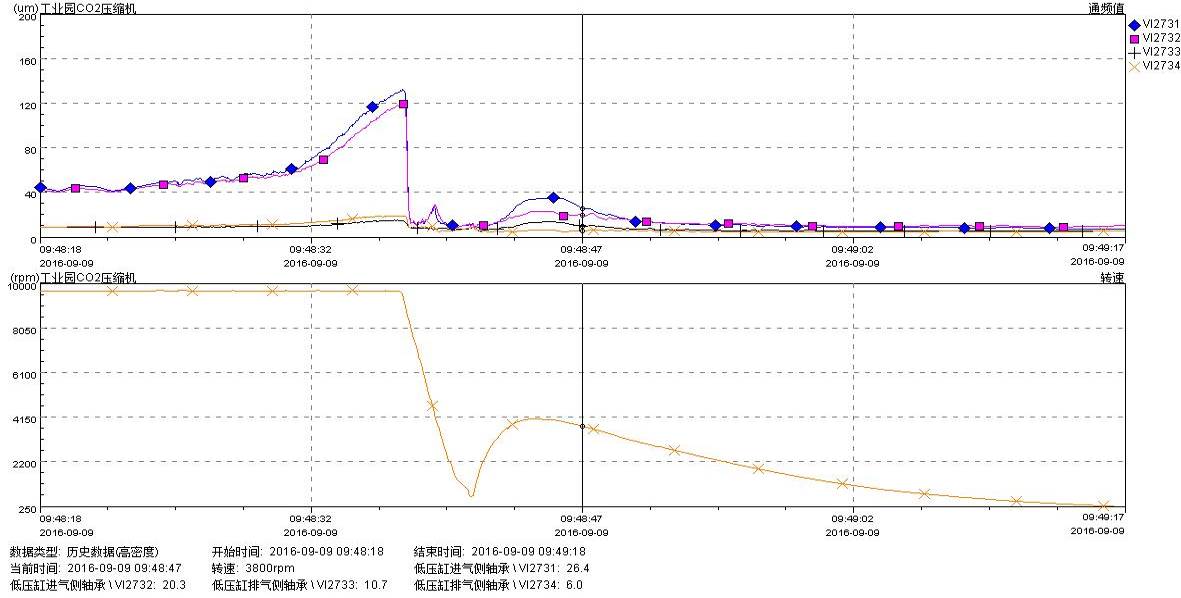
图4 低压缸振动异常通频细化图
3) 图5-图7为低压缸振动的工频、2X和0.5X振动分量趋势,0.5倍频是引起本次异常振动的主要特征频率。另外,在第二阶段低压缸强迫停机过程中,振动能量波动主要体现在工频上。

图5 低压缸1X细化图
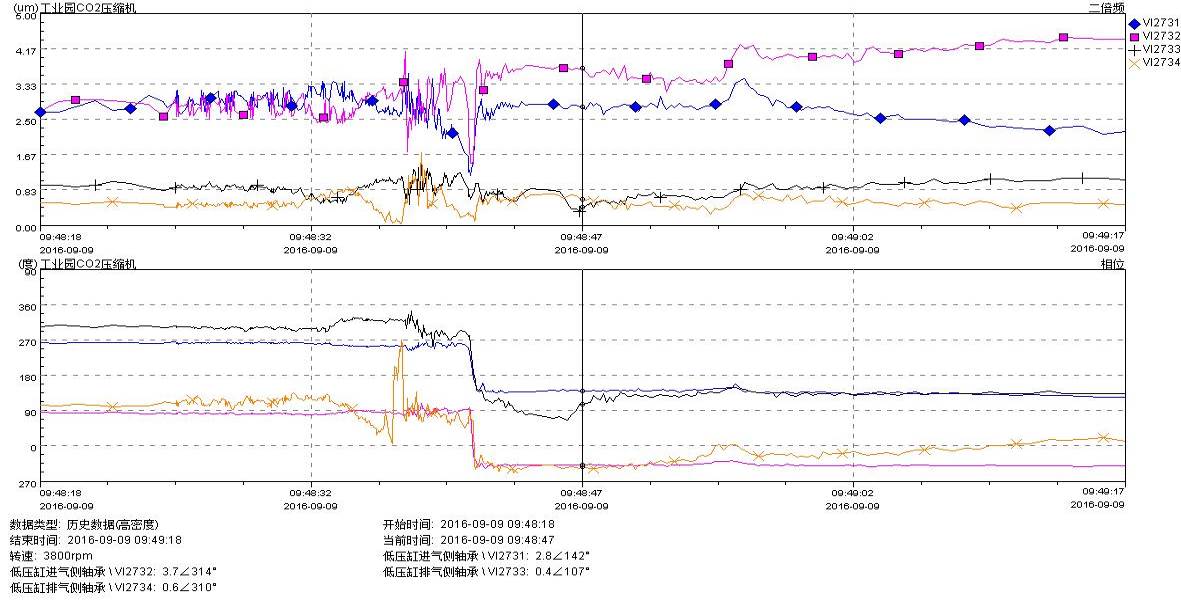
图6 低压缸2X细化图
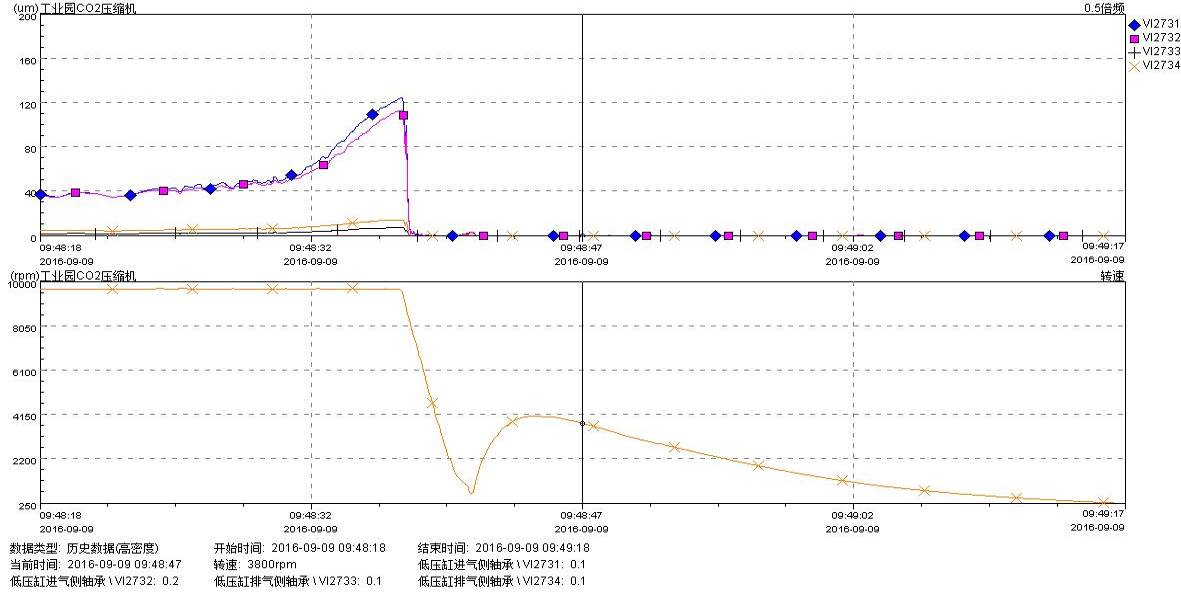
图7 低压缸0.5X细化图
4) 图8为低压缸各测点的波形频谱图,低压缸振动频谱以0.47X(约75HZ)为主,与低压缸第一阶临界转速(4141RPM)频率接近,进入低压缸共振区域。另外,进汽侧频谱成分纯净,波形呈现正弦波;排汽侧频谱成分主要由工频与0.47X叠加,波形呈现多个波峰。

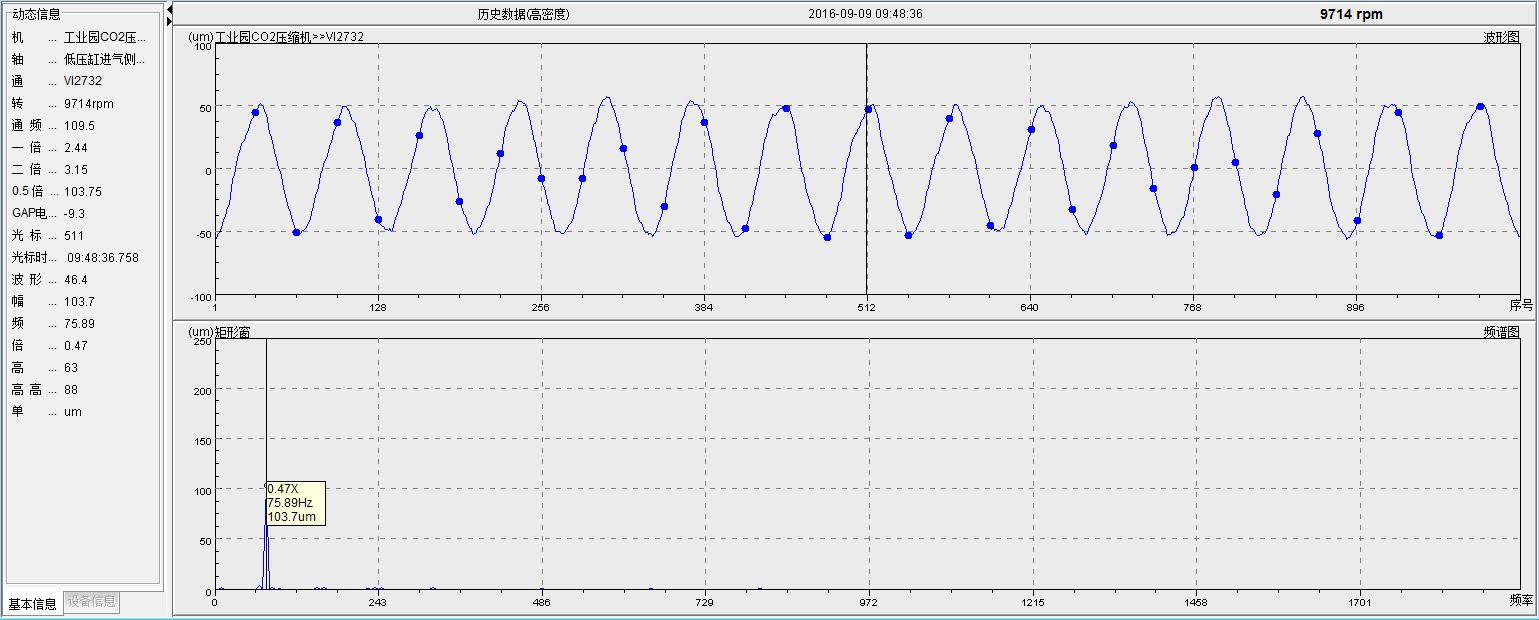
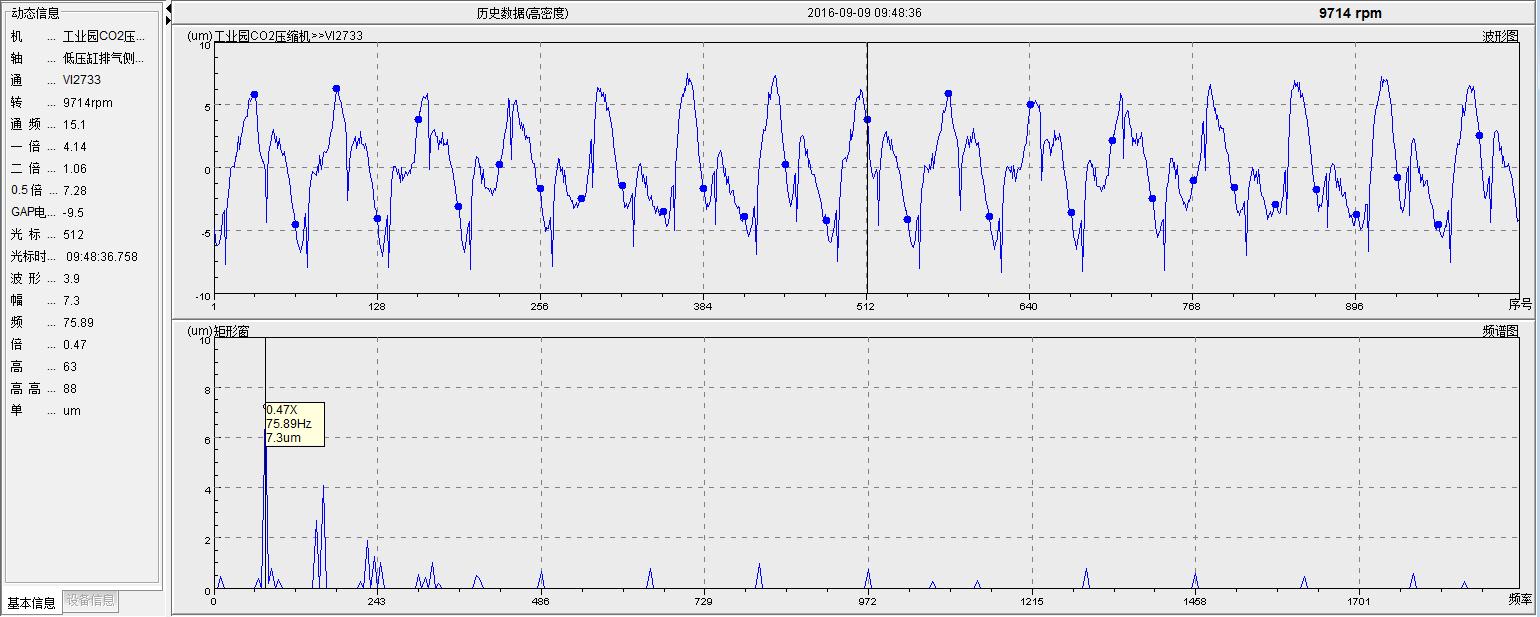
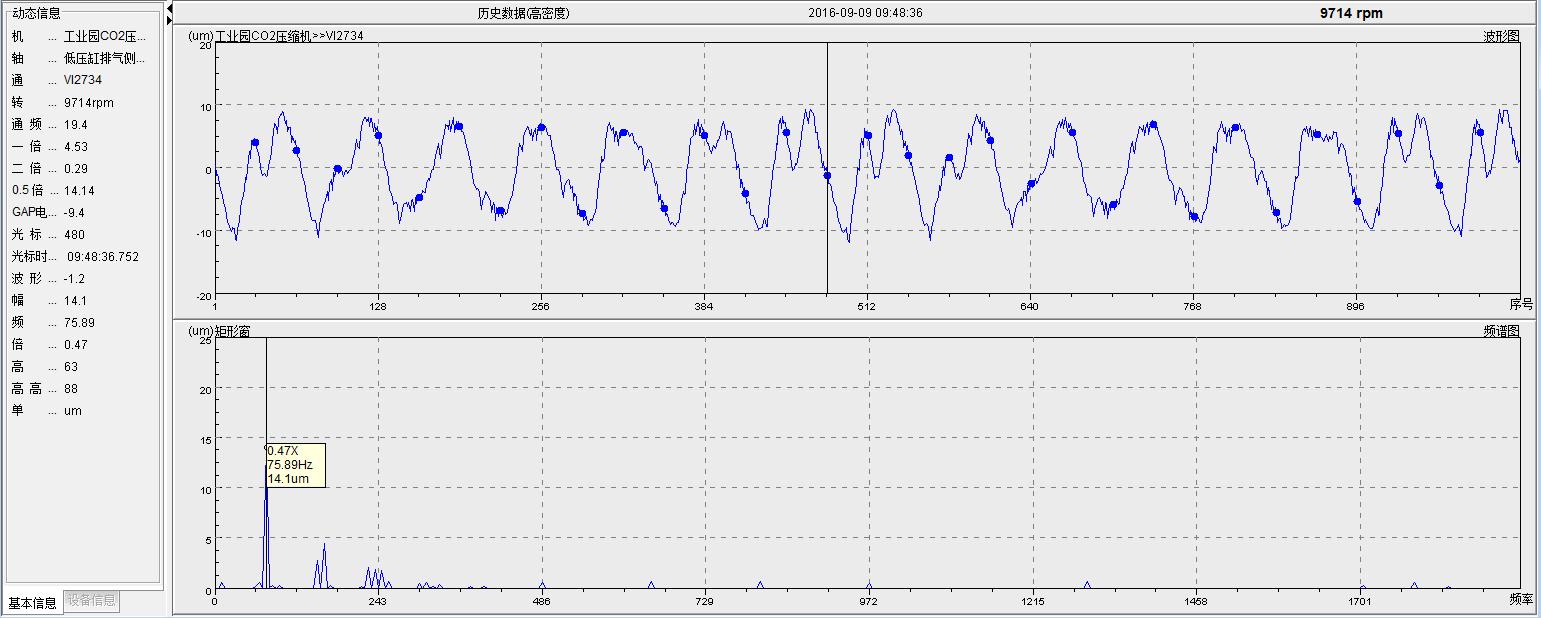
图8 低压缸各测点波形频谱图
5) 图9-图10为低压缸轴端轴心轨迹图,第一阶段轴端轴心轨迹均为正进动形式,且进汽侧轴心轨迹形态较稳定,排汽侧轴心轨迹发散;第二阶段轴两侧轴心轨迹涡动形式,均呈现正反进动交替状态,且其形态多处出现尖角。

a 第一阶段进气侧(正进动)
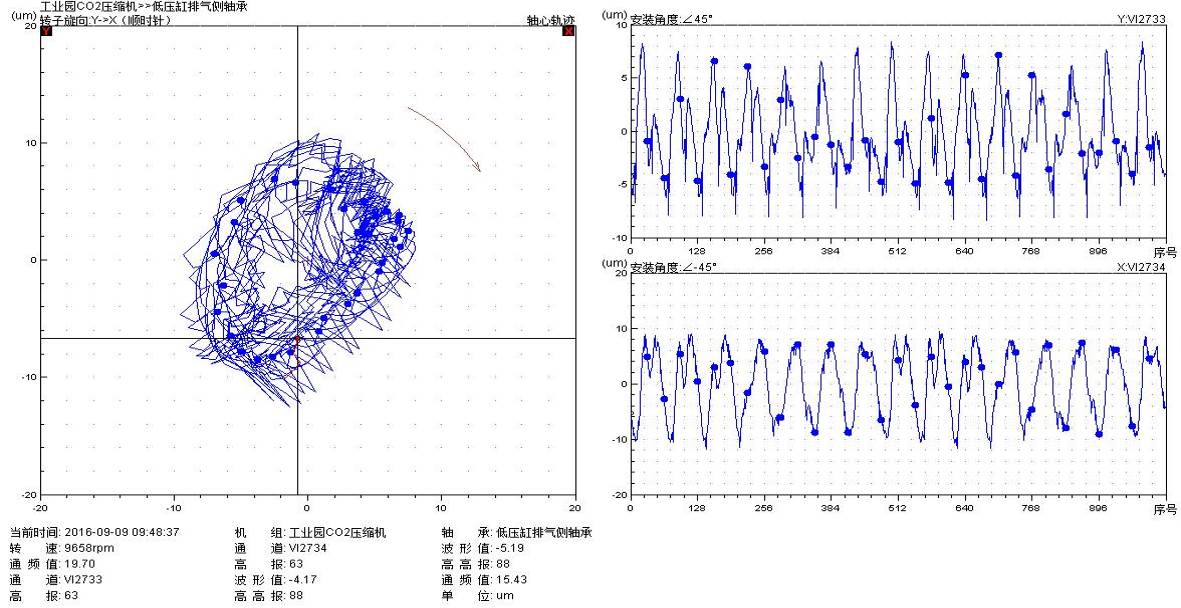
b 第一阶段排气侧(正进动)
图9 低压缸轴端轴心轨迹图(第一阶段)

a 第二阶段进气侧(反进动)

b 第二阶段排气侧(反进动)
图10 低压缸轴端轴心轨迹图(第二阶段)
6) 图11为低压缸轴位移趋势,低压缸轴向振动情况正常。
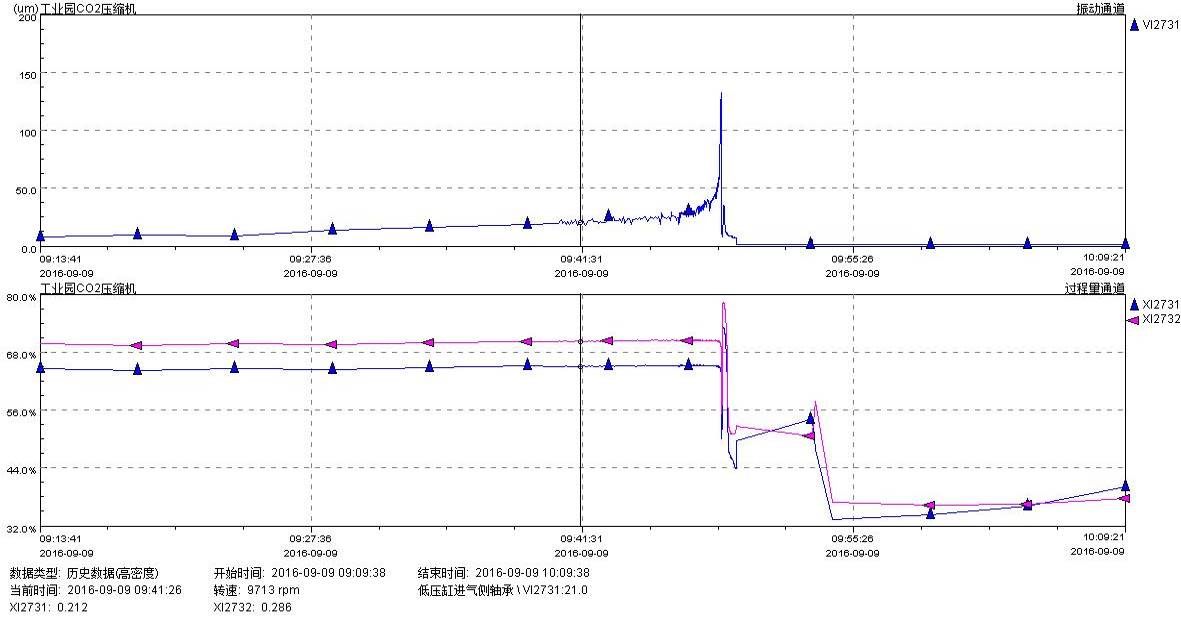
图11 低压缸轴位移趋势
四、 结论建议
综上分析,低压缸的气路管道存在一些问题,引起低压缸一阶临界转速频率共振。建议停机检查,恢复低压缸段的气路管道。
五、 故障验证
1) 现场反馈大修情况机组大修期间,对换热器做了更换处理, 进而改变了低压缸出口气路管道。图12-图13为大修期间对换热器的整改布置情况。
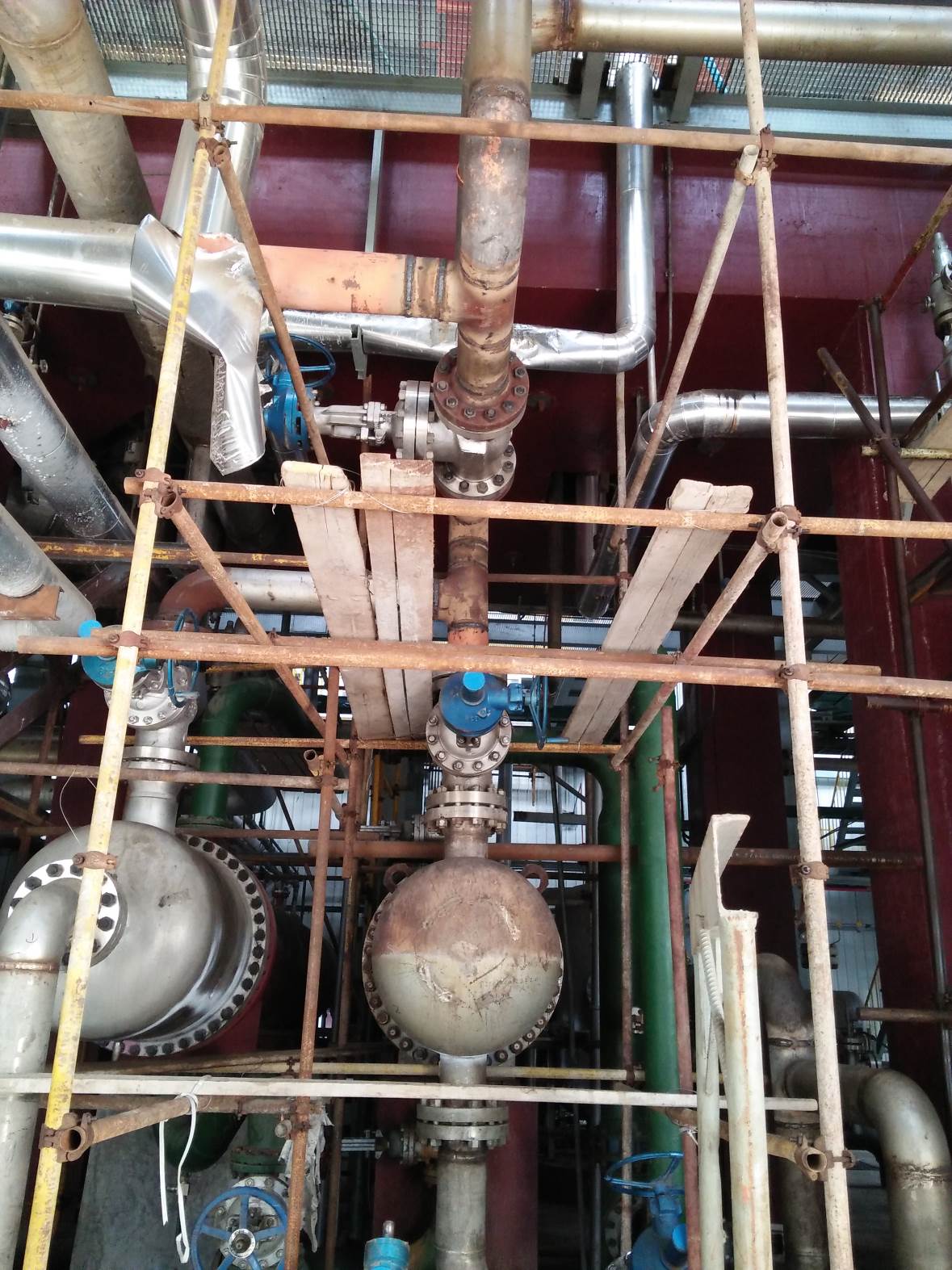
图12 大修前二段出口管道

图13 大修整改后二段出口管道
2) 现场停机处理情况
9月10日现场停机,采纳我方建议,对低压缸出口气路管道进行整改复原。9月11日,低压缸气路管道复原后,机组再次开车,低压缸达到额定运行转速,振动平稳无异常(如图14),满足了生产的需求。
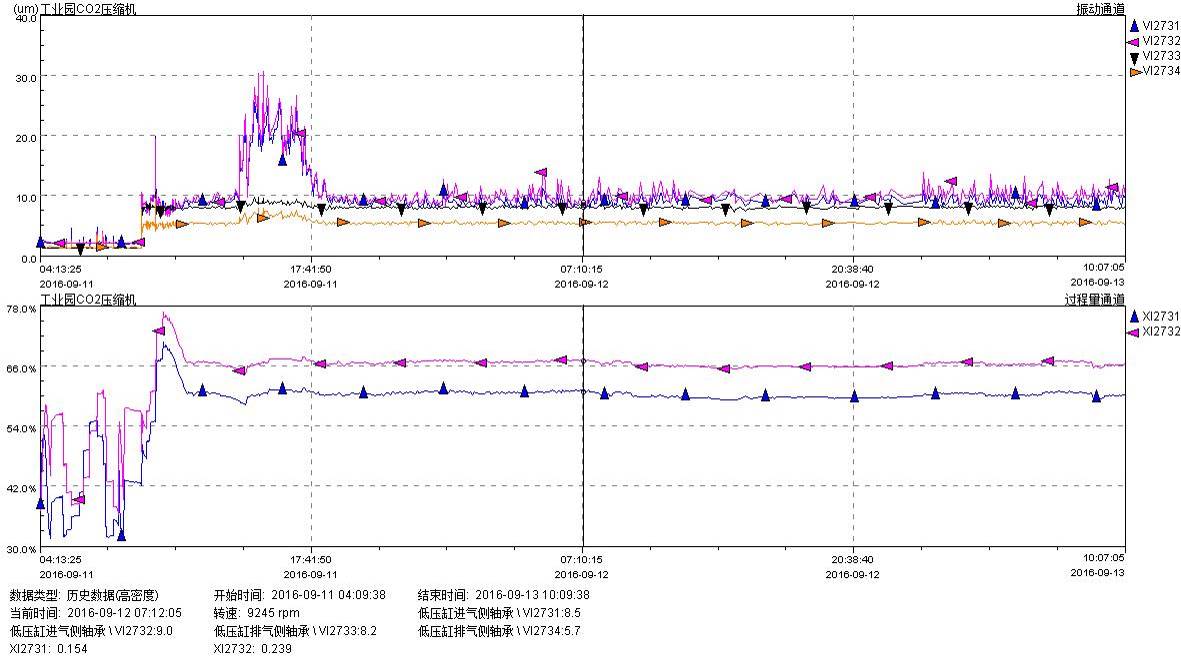
图14 管道复原后开车振动趋势
审核人:奚成春
附件下载
