一、 设备概述
空分装置机组总貌如图1所示,从左至右依次为空压机、汽轮机、齿轮箱、增压机:
图1 空分装置总貌图
齿轮箱设计技术参数详见表1:
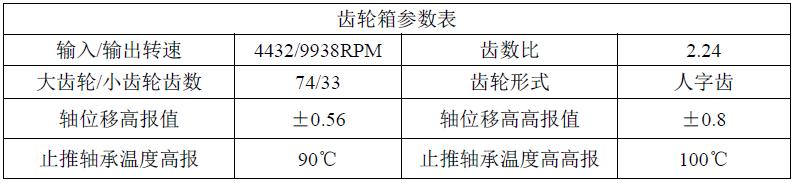
表1机组主要技术参数
二、 故障现象
空压机组9月份进行了停机检修,将增压机管线支撑方式整改,以改善管线左右振动的情况,启机一周后,齿轮箱主推轴承温度由68℃上升至100℃,且齿轮箱轴位移值随之上升。10月份进行停机检修,将增压机管线支撑进行完善,检修中发现齿轮箱推力轴承存在明显磨损,更换轴承,启机后,故障现象并没有消除,在启机一段时间后,齿轮箱推力轴承温度上升至100℃,最高温度到105℃,齿轮箱轴位移同步上升至0.30mm。因齿轮箱温度偏高的原因,该机组未能满负荷运行。
三、 故障分析
如图2所示,齿轮箱各测点振动幅值低于30μm,趋势稳定。
图2 齿轮箱振动趋势图
图3为机组运行过程中测点参数示意图,可以看出,齿轮箱径向振动值、支撑轴承温度均在正常范围内,止推轴承温度达103℃触发报警,联锁2选2,不会引起跳车,齿轮箱轴位移达0.30mm,汽轮机轴位移值达0.38mm。
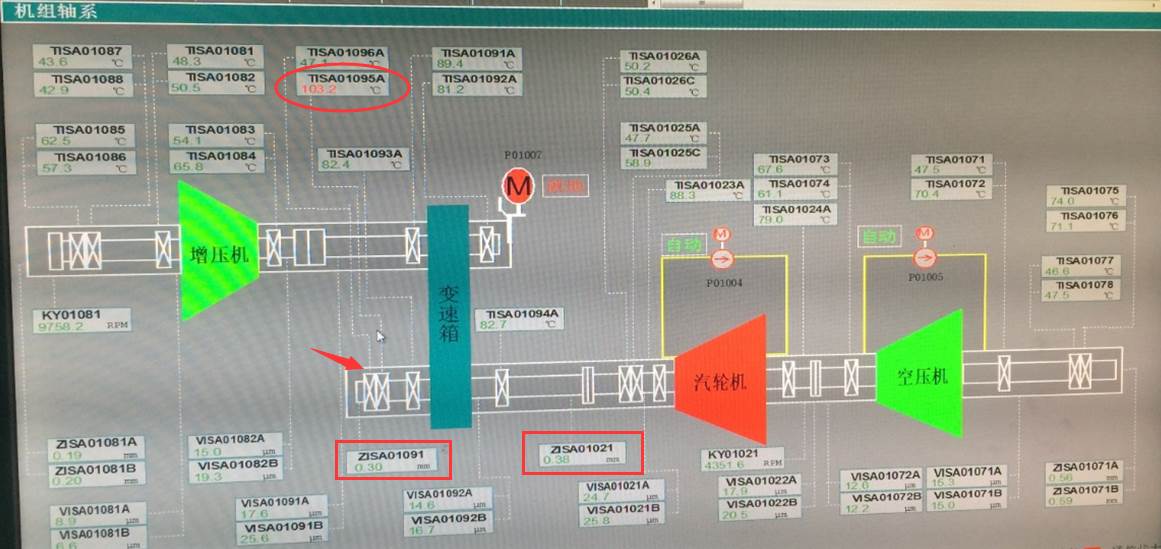
图3机组故障点示意图
图4为轴位移值示意图可以看出齿轮箱与汽轮机轴向窜动值相反,说明之间联轴器受压力作用。

图4轴位移值说明
图5为齿轮箱内齿轮实拍图,其增速箱为双螺旋啮合的渐开线斜齿轮,其本身不产生任何轴向推力,同时可吸收外部推力。

图5齿轮箱内齿轮型式
图6 图7分别是齿轮箱/汽轮机的止推轴承结构示意图及其受力分析,图8图9为齿轮箱轴心轨迹图,其轴心轨迹有反进动现象,综合轴承温度及轴位移方向分析,齿轮箱止推轴承存在磨损现象。
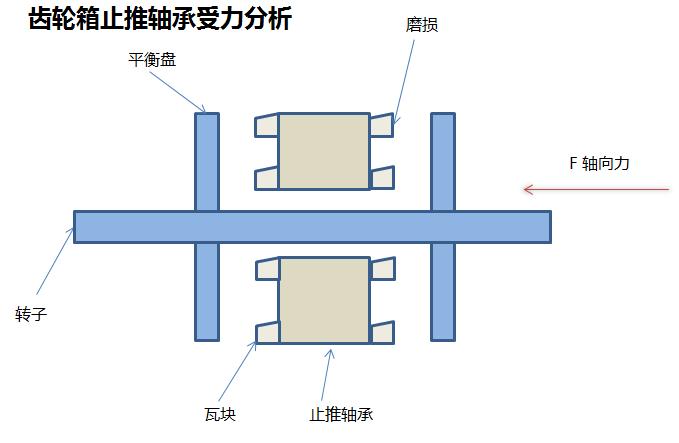
图6 齿轮箱止推轴承受力分析
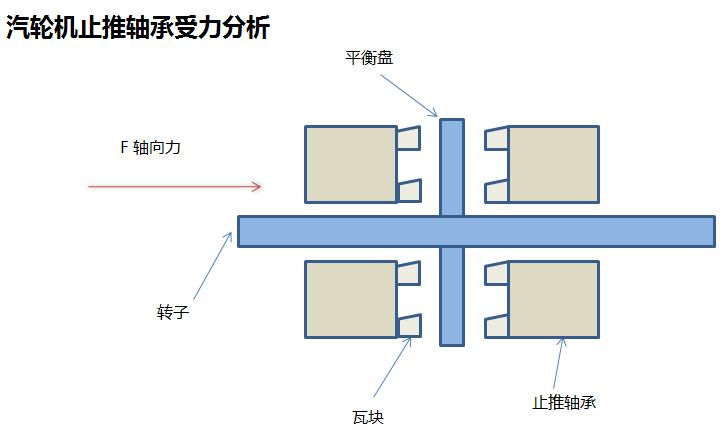
图7 汽轮机止推轴承受力分析
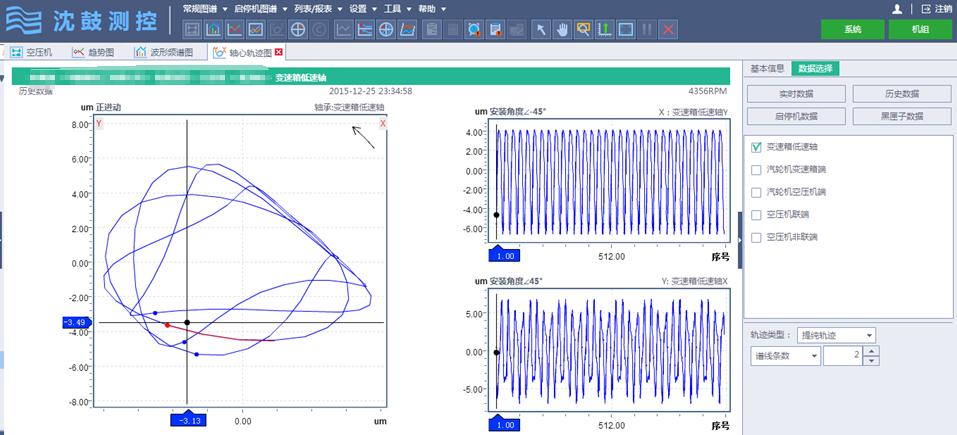
图8 齿轮箱轴心轨迹
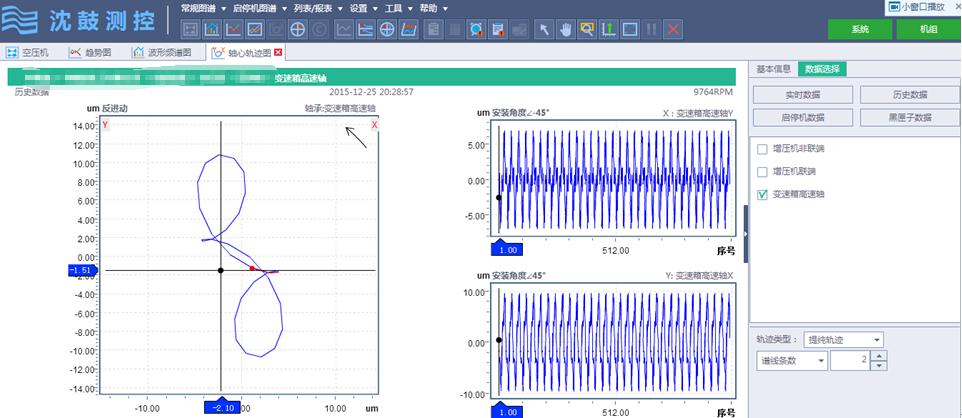
图9 齿轮箱轴心轨迹
机组设计参数检查:
安装盘间距为998mm(透平转子推靠主推侧),联轴器中间段实测尺寸为992mm,及0.6mm和0.4mm垫片各一张,则膜片预拉伸量为:998-(992+0.6+0.4)=5.0mm。汽轮机厂家给出的轴头正常膨胀量为:7.4mm。
故汽轮机热膨胀量大于联轴器膜片预拉伸量。
四、 结论建议
齿轮箱主推轴承温度偏大,最高达105℃。轴承温度升高时齿轮箱轴向位移随之增大,且根据在线监测系统采集到的数据分析得出:齿轮箱低速轴端轴心轨迹形状呈“双椭圆形”,进动方向为与其他测点反向,判断齿轮箱主推轴承存在磨损。齿轮箱主推轴承温度升高,且轴位移值上升,为轴向力过大导致。由于传动齿轮为双螺旋啮合的渐开线斜齿轮,其本身不会产生轴向推力,同时可吸收增压机可能产生的推力,因此轴向力可能来源于低速轴一侧。根据采集到的数据分析,齿轮箱轴位移值0.30mm,汽轮机轴位移值0.38mm,但两个轴位移值所指向的方向相反,汽轮机与齿轮箱的联轴器受压迫力,且根据机组参数分析,此联轴器的膜片预拉伸量小于汽轮机的膨胀量,综合分析,判断汽轮机与齿轮箱之间的联轴器尺寸、选型存在问题。
根据结论分析,我方给出如下建议:
1) 建议检修时查看齿轮箱止推轴承磨损情况,根据磨损情况进行更换;
2) 建议对汽轮机与齿轮箱之间的联轴器进行调整;
3) 建议对空压机非联端振动传感器进行检查、调整;
4) 建议增大齿轮箱止推轴承进油口与出油口,以加强轴承散热能力的方法改善温度偏高的问题;
5) 建议提供核算机组设计参数是否合适。
五、 故障处理
图10所示,齿轮箱止推轴承瓦块拆卸后有磨损痕迹。
图10 齿轮箱止推轴承瓦块磨损
图11为2015年12月31日,现场更换止推轴承瓦块及汽轮机与齿轮箱之间联轴器。

图11 现场更换联轴器
图12所示,2016年1月1日启机半个月后齿轮箱止推轴承温度趋势稳定在50℃~65℃。

图12 发电机更换轴承后振值对比
审核人:奚成春
附件下载
